|
www.budimpex.ru - наш новый сайт. Описание комплекта №2 (стандартная комплектация) 1.Спецификация на основное и вспомогательное оборудование
Потребляемая мощность всей линии - 6 кВт Пресс PSP-1200/12 чисто механический без подогрева, с ручной винтовой затяжкой (не потребляет электроэнергии), максимальное давление 0,3 кг/кв см. Пресс состоит из 4-х модулей по 3 м, возможная длина пресса: 3м, 6м, 9м, 12м и т.д. Вы можете заказать профилирующую машину без комплекта кровельных роликов (профилирующие ролики - 72 шт., дистанционные втулки - 28 шт.). Комплект кровельных роликов можно заказать отдельно, вес 250 кг., размеры упаковочного ящика 600мм х 600мм х 500мм. Вы можете заказать разматывающий барабан с собствен-ным приводом и сменным валом марки RBK-7-60.03 (вес рулона до 7 тонн), Вы можете заказать разматывающий барабан консольной конструкции с собственным приводом, вес рулона до 8 тонн Комплект оборудования может быть дооснащен: -установкой SCWR-1.2/03 для для резки плит минваты на ламели; - установкой SNK-6.0 для автоматического нанесения клея на обкладки панелей-сэндвич; -установкой для упаковки панелей-сэндвич. -термопрессом, рольгангами, т.е. укомплектован до комплекта №3 Дополнительная информация:
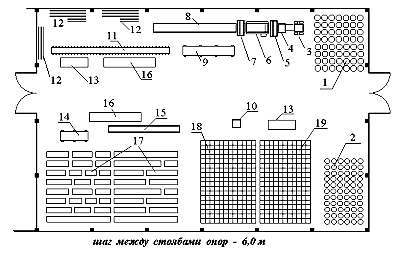
Вы можете ознакомиться с техническими паспортами на предлагаемое оборудование. 2.План размещения оборудования.
3.Фотографии элементов комплекта оборудования с пояснениями.
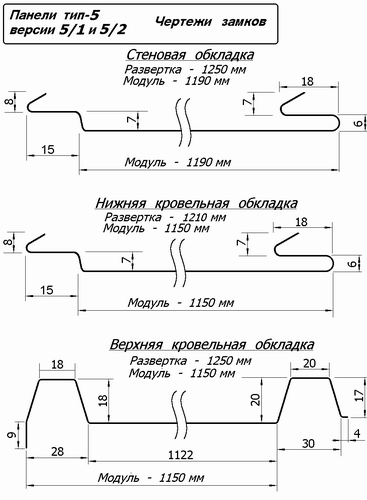
4.Краткое описание техпроцесса производства панелей-сэндвич I.Профилирование обкладок панелей-сэндвич Полоса металла поступает с разматывающего барабана через вводные валы на стол подачи с горизонтальными направляющими планками. При этом, если необходимо, во вводных валах производится накатка защитной пленки с помощью устройства для нанесения (накатки) защитной пленки, установленного на том же столе подачи. С помощью горизонтальных направляющих планок стальная полоса с большой точностью вводится в главные валы профилирующей машины, при помощи которых формируется главный профиль обкладки. Далее производиться формирование боковых замков (стеновых или кровельных), в зависимости от того, на что настроена в данный момент машина. В стандартной профилирующей машине это обеспечивается за счет 7 клетей с роликами. Все перечисленные операции производятся автоматически, оператор только 1 раз нажимает кнопку "Пуск". В процессе профилирования автоматика производит измерение длины профилируемой обкладки, при достижении заднной длины обкладки процесс автоматически останавливается. После останова производится ручная отрезка отпрофилированной обкладки на гильотине с фигурными ножами. Затем готовая обкладка вручную переносится на стеллаж-накопитель, или на стол для нанесения клея. Оператор нажимает кнопку "Пуск" и запускается следующий цикл изготовления обкладки панели-сэедвич. II.Операции нанесения клея и прессования панелей. Нижняя обкладка панели укладывется на столы для нанесения клея. Клей наносится вручную с помощью специальных шпателей, клей, по возможности, равномерно распределяется по поверхности обкладки. Прессование производится на ручном винтовом прессе длиной 12 м. Нижняя обкладки вручную переноситься на пресс и укладываеся на нижние плиты пресса. На нижнюю обкладку укладываются плиты наполнителя (пенопласта или монеральной ваты). Одновременно с укладкой наполнителя производится нанесение клея на верхнюю обкладку панели. И как только наполнитель полностью уложен на нижней обкладку - верхняя обкладка с нанесенным клеем переворачивается и укладывается на наполнитель. Получается заготовка панели-сэндвич из 3-х слоев. Точно таким же образом формируется следующая заготовка панели-сэндвич. И так до тех пор, пока в прессе не будет сформирован целый пакет панелей (пакет может содержать от 1 до 22 панелей). При формировании пакета используются специальные дистанционные прокладки. Затем на пакет заготовок панелей укладываются верхние плиты пресса, устанавливаются поперечные балки, и производится ручная затяжка винтовых зажимов с требуемым усилием. Вы можете ознакомиться со схемой установки прижимных плит и дистанционных прокладок для прессовании стеновых и кровельных панелей-сэндвич. Пакет должен находиться в прессе под давлением 3-4 часа. Далее пресс разбирается, панели-сэндвич извлекаются из пресса. Готовые панели-сэндвмч складируются на поддоны для "дозревания" и последующей транспортировки.
В рамках контракта редоставляется следующая технологическая документация: 1. Технологический процесс производства панелей (Budimpeks 001/002/2000) 2. Инструкция по переналадке профилирующей машины (Budimpeks 002/002/2000) 3. Инструкция на операцию профилирования (Budimpeks 003/002/2000) 4. Инструкция на операцию прессования (Budimpeks 004/002/2000) 5. Инструкция на операцию упаковки (Budimpeks 005/002/2000) 6. Инструкция на минилабораторию: „Испытание клея на время сеткообразования” (Budimpeks L-006/002/2000) 7. Инструкция на минилабораторию: „Установка оптимального количества клея” (Budimpeks L-007/002/2000) 8. Инструкция на минилабораторию: „Установка оптимального давления прессования” (Budimpeks L-008/002/2000) 9. Инструкция на минилабораторию: „Установка времени окончательного схватывания клея” (Budimpeks L-009/002/2000) 10. Инструкция на минилабораторию: „Проверка качества лакового покрытия стальных листов” (Budimpeks L-010/002/2000)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||















{kind=link}
{kind=link}