Технология и оборудование были разработаны специально
для внедрения на малых и средних фирмах и позволяют
с небольшими затратами в короткий срок организовать выпуск
стеновых и кровельных панелей-сендвич с наполнением из пенопласта и минеральной ваты.
Предлагаем следующие варианты комплектации оборудования
На изготовленное оборудование фирма "Будимпекс Ф" предоставляет гарантию сроком на 1 год. Заложенный при проектировании ресурс оборудования при 2-х сменной эксплуатации (2х8 час. в день) и соблюдении правил эксплуатации - не менее 5 лет. Фирма предоставляет запасные комплекты ножей для гильотины, пилы для установки резки минваты, пружины для ручного пресса.
Следующие кадры дадут представление о технологии и оборудовании
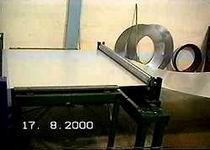
На фотографии показана стойка с датчиком провиса
ленты металла. По сигналам с датчика, поступающим на центральный
пульт, производится управление
скоростью вращения барабана и следовательно, скоростью подачи стали.
Роликовые ножници установлены после
вводного устройства, служат для отрезки
полосы металла и для разрезки металла
на полосы. Ножницы имеют 5 пар ножей.
Позволяют резать металл до
0,8 мм тольщиной на любое количество
полос (от 2 до 6-ти) любой ширины.
Полосы могут использоваться для гибки
фасонных профилей (доборные элементы).
Гильотина.
с прямыми ножами служит
для отрезки металла после окончания
профилирования партии обкладок и при
необходимости переналадки линии на
другой тип боковых замков или главного профиля.
Максимальная ширина реза - 1300 мм; максимальная толщина стали - 1,2 мм.
Верхний нож ходит строго по вертикали по направляющим с помощью двух тяг на эксцентриковом механизме. Нож имеет легкий скос.
В последних модификациях оборудования гильотина заменена на отрезной ролик.
Направляющий стол установлен перед
профилирующей машиной. Стол выполняет двоякую функцию:
служит столом приемки при разрезке
стальной ленты на полосы 3 м длины;
служит для прецизионного направления
стальной ленты в профилирующую
машину.
Профилирующая машина.
Служит для
профилирования тонкого металла (толщиной до 0,7мм) по всей ширине с помощью
главных профилирующих валов. Профилирование боковых замков осуществляется
с помощью правых и левых групп роликов. Мы предлагаем несколько стандартных типов боковых замков
и главного профиля (возможно также изготовление по Вашим эскизам). Для удаления отхода стальной полосы (40 мм)
предусмотрено устройство смотки, которое поставляется в комплекте с профилирующей машиной.
Центральный пульт управления содержит кроме автоматов:
блок логического управления с программой,
преобразователь частоты для питания
электродвигателя и органы управления.
Устройство программирования вместе
с собственным пультом скрыто внутри.
На машинах PR-125.3 с 2006г. устанавливается новый пульт управления с экраном и сенсорными клавишами.
Гильотина с профильными ножами
установлена на выходе профилирующей машины и предназначена для отрезки уже отпрофилированной полосы стали. К гильотине прилагается
2 комплекта ножей для отрезки стеновых
и кровельных обкладок. Ножи легко
заменяются, операция смены ножей занимает около 15 мин. Благодаря специальной форме ножей и их установке обеспечивается резание главного профиля и боковых замков обкладки панели-сэндвич без заусенцев и замятий. На фотографии видна
отрезанная обкладка будущей панели-сэндвич, находящаяся на приемном столе.
Общий вид линии профилирования.
Скорость движения металла - 6 м/мин.
Время цикла профилирования 1 обкладки
- 1,5 мин вместе с отрезкой и переноской
отпрофилированного листа. Для обеспечения производительности в 100000 м.кв.панелей-сэндвич/год,
достаточно работы линии профилирования 3-4 часа в смену.
Общий вид линии профилирования.
Виден стол приемки готовых листов.
На снимке видно, как профилируемый
лист стеновой обкладки выходит из
профильной гильотины на приемный
стол. Общая длина линии профилирования около 19,5 м.
Процесс обслуживают 2 чел.
На этой фотографии виден отпрофилированный и отрезанный лист стали, представляющий собой стеновую обкладку панели-сэндвич длиной 4 м.
С правой стороны стола виден перемещаемый датчик длины с подвижным кабелем.
На этой фотографии Вы видите блочки
твердой минеральной ваты, используемой
в качестве негорючего теплоизодяционного наполнения панелей-сэндвич.
Блочки вырезаны таким образом, чтобы после их укладки
будущая панель имела поперечное расположение волокон.
Здесь Вы наблюдаете операцию вырезания
пенопластовой вкладки в горб кровельной
панели. Вкладка имеет в сечении трапецеидальную форму, что обеспечивает соответствующая установка регулируемых ножей.
Операция нарезки вкладок в требуемом количестве,
обеспечивающим максимальную сменную
производительность, занимает 15-20 мин.
На этой фотографии Вы видите процесс
вырезания паза в блочке из минваты.
Паз необходим для того, чтобы форма
блочка соответствовала форме профиля
стеновой панели.
Как и в предыдущем случае, для обеспечения сменной производительности достаточно 15 - 20 мин работы по
вырезке паза в блочках.
Пресс разобран, готовые панели извлечены, панель таким простым способом испытывается на нагрузку.
Панель должна лишь слегка упруго прогибаться.
Серьезные испытания следует произвести согласно технических условий.
Отпрессованные кровельные панели
укладываются на столы в качестве
прогонов и проверяется качество
соединений замков панелей.
Проверяется плоскостность панелей,
недопустимым вляется наличие волн
и углублений хорошо заметных в
отраженном свете.




















{kind=link}