центральный пульт управления линией на базе комплектующих “Siemens”
и “Moeller”, с большим жидкокристаллическим дисплеем с сенсорным управлением, вместе
с программным обеспечением, - 1 шт.
2.Технические характеристики.
Скорость линии: мин. - 1,0 м/мин, макс. - 6 м/мин;
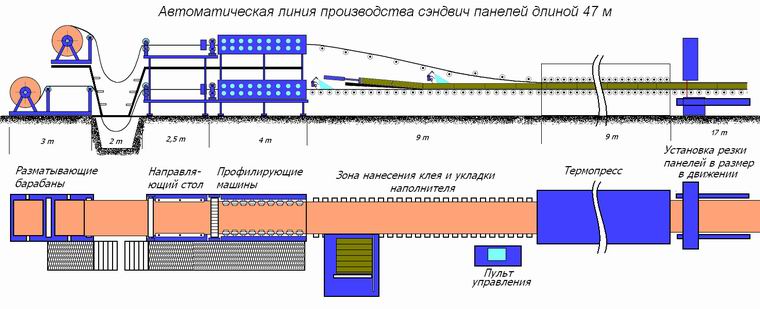
Габариты линии: длина 47 м, ширина 2,5 м, высота 3 м;
Необходимая производственная площадь, минимальная: 9м х 50 м;
Температурные условия в помещении: +15 - +25
Сжатый воздух: 6 атм, очишенный, осушенный;
Напряжение: 380В, 3 фазы;
Общая потребдяемая мощность: 50 КВт.
3.Основные технологические операции.
А – размотка рулонов стали;
Б – профилирование главного профиля;
В – профилирование замков;
Г – нанесение клея на нижнюю обкладку;
Д – укладка наполнителя с вырезанными пазами под замки;
Е – нанесение клея на наполнитель;
Ж – сжатие наполнителя с боков и прижим сверху верхней обкладкой;
З – ввод заготовки сэндвича в термопресс;
И – термическое отверждение клея в термопрессе;
К – резка готового сэндвича на нужную длину;
Л – перенос панелей и складирование в стопу на упаковочной машине;
М – упаковка пакета сэндвичей в пленку.
4.Продукция.
длина (мм)
ширина (мм)
толщина (мм)
Стеновые панели
1500 ÷ 12000 (± 1)
1160 (± 0,5)
60 ÷ 200
Кровельные панели
1500 ÷ 12000 (± 1)
1160 (± 0,5)
60 ÷ 200
5.Спецификация на оборудование.
N
Наименование узлов
Краткое описание
1
Узел подготовки утеплителя (резка ламелей)
Многопильная установка для резки минватных плит на ламели. Ширины реза – 60, 80, 100, 120, 140, 160, 180 и 200 мм. Резка практически без пыли и без отхода. Вырезка необходимых пазов под замки и вырезка вкладки в горб кровельной панели.
2
Узел размотки
2 разматывающих барабана для верхней и нижней обкладок панели. Оба барабана с электроприводом с управлением от центрального пульта управления. Барабаны расчитаны на размотку рулонов стали весом до 7 тонн.
3
Профилировщики
2 профилировщика, верхний и нижний. Верхний профилировщик перестраиваемый на различный тип обкладок - стеновую или кровельную. Каждый из профилировщиков имеет по 4 пары главных профилирующих валов для типов профилирования: - «Линейное-80», - «Микропрофилирование», - «Полосковое», - по выбору заказчика. Каждый профилировщик имеет 9 клетей для профилирования боковых замков стеновых или кровельных панелнй, с комплектами роликов стеновых и кровельных. Время переналадки профилировщика с одного типа панелей на другой составляет не более 40 мин. Перед каждым профилировщиком установлен узел накатки защитной пленки на сталь.
Подача минераловатных ламелей механическая,
с использованием пневмопривода. Подача осуществляется таким образом, что блочки минваты укладываются
со смещением по типу кирпичной кладки.
5
Устройства для нанесения клея
2 устройства для нанесения клея (верхнее и нижнее) рассчитаны на применение однокомпонентного полиуретанового клея для термического отверждения с использованием влаги как катализатора. Клей наносится под давлением из сопел расположенных в поливочном гребне. Каждый гребень имеет 120 сопел. Количество наносимого клея может регулироваться от 100 до 400 гр/м2. Этот же узел содержит 5 водяных сопел через которые на слой клея распыляется расчетное количество воды для отверждения.
Термопресс, основанный на
принципе прокатки заготовки сэндвича между верхними и нижними валами и боковыми
роликами. С автоматической перестройкой толщины прессуемых панелей от 60мм до 200 мм. Скорость прокатки от 0 до 6 м/мин. устанавливается с пульта управления. Скорость синхронизирована со скоростью всей линии. Рабочая температура 60-70С. Время отверждения клея – 5 мин (макс.) Длина термопресса – 12 м.
Устройство резки панелей в размер снабжено ленточной пилой.
Позволяет производить резку панелей в движении заготовки панели, при этом
в момент начала резки заготовка панели схватывается лапами, ленточная пила
начинает резку и все устройство вместе с заготовкой движется поступательно.
Точность резания - 1 мм. После отрезки устройство быстро возвращается в
исходное положение. Время резки заготовки максимальной толщины 200 мм – около 50 сек.
Возможно производить отрезку заготовок панелей с минимальной длиной - 1500мм.
8
Приемные столы
В качестве приемных столов используются рольганги, изготавливаемые из
специальных алюминиевых профилей системы “ARIMETAL” Италия.
Часть рольгангов пассивная, а часть приводная.
9
Центральный пульт управления
Управление всей линией осуществляется с центрального пульта управления.
Пульт собран с использованием комплектующих известных фирм “Siemens” и “Moeller”.
Пульт имеет большой цветной жидкокристаллический дисплей с сенсорным экраном.
Все управление основано на выборе на экране иконок и узлов схем.
Все надписи и команды выполнены на русском языке. Управление максимально интуитивное.
Программное обеспечение разработано нашей фирмой и является полной собственностью
фирмы «Будимпекс Ф». В комплект входят также кабели, датчики, ндикаторы и
прочие элементы.
Устройство рассчитано
на применение стандартной пленки, состоит из подающего рольганга,
собственно упаковочного узла и приемного рольганга. Все рольганги и упаковочный узел
снабжены электроприводами. Устройство рассчитано на максимальную длину панелей
12 м, и максимальную высоту пакета 1200 мм.
5.Монтаж, наладка и запуск оборудования
Для монтажа изготовитель высылает бригаду специалистов в количестве 4 чел.
Срок монтажа, наладки и запуска – 3 недели.
В процессе монтажа производится теоретическое и практическое обучение персонала.
Предприятие изготовитель дает 12 месячную гарантию на поставленное оборудование.
Вместе с оборудованием поставляется компплектная техническая и
эксплуатационная документация на русском языке а бумажном и электронном виде.
{kind=link}
{kind=link}