 |
De-coiling self-propelled barrel with changeable spin rate (up to 5 (7) tonnes of rolled metal).
|
 |
The rack with sensors indicates the metal sheet consumed. Signals from the sensors are transmitted to the central control panel where the drum speed of rotation and the rate of steel feed are adjusted.
|
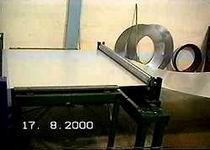 |
Directing device with tracking and slicing facility |
 |
Cutting wheel roller scissors are placed after the introduction device. These are used to trim the metal strip and for cutting of the metal into strips. Scissors have 5 pairs of knifes. They make it possible to cut metal up to 0,8 mm thickness to any number of strips (from 2 up to 6) of any width. Strips are used for flexibly shaped profiles.
|
 |
The guillotine is used to cut metal upon completion of a quantity of profiles and also to provide for readjustment of the line to additional profile types. |
 |
A directing table is placed in front of the profiling machine. The table has two functions: it serves as a receiving table when cutting steel sheets into strips of 3 m in length, and it also serves for the precision alignment of a steel sheet to the profiling machine. |
 |
The profiling machine. Used for profiling thin metal (up to 0,6 мм) at all widths with the help of the main profiling shaft. Profiling of edge locks is carried out with the help of the right and left groups of rollers. The types of profiling as well as the types of locks, can be different, and provided to order.
|
 |
The central control panel. With the exception of automatic devices all other functions are controlled from this panel which contains the frequency converter for the electric motor and various control devices. The PLC with its own control panel is placed inside. |
 |
Manual guiliotine with profiled cutters |
 |
General view of the profiling line. Speed of metal movement = 6 m / min. Time of 1 facing profiling cycle = 1,5 min. together with cutting and taking away the profiled sheet. For a productivity of 100 000 m2 year it is necessary to operate for 3 - 4 hours per shift.
|
 |
General view of the profiling line. A sheet is visible on the Directing Table. The profiled is seen coming out of the profile guillotine toward the receiving table. The general length of the profiling line is about 19,5 m. The process is carried out by 2 workers.
|
 |
In this picture one can see the profiled and cut sheet of 4 m length representing a wall facing. From the right side of the table the moveable sensor of length may be seen having a mobile cable. |
 |
In
this picture you can see the blocks of the firm mineral wool used as nonflammable heat-insulation filling for the panels sandwich. The blocks are cut to the width of the sheets thus providing strength to the finished panels. |
 |
Here you can observe the operation of cutting a polyfoam supplementary into a hump of the roofing panel. The supplementary has a trapezium form in section provided by the appropriate arrangement of adjustable knifes. The operation of cutting the supplementary takes 15-20 minutes.
|
 |
In this picture you can see the cutting of a groove in the block from mineral wool. The groove is necessary for the form of the block to corresponded to the form of the wall panel profile. As in the previous case, to maintain shift productivity of 15 - 20 min., one person only will be sufficient. |
 |
In this picture the moment of tightening of the dynamic clips for maintenance of the necessary pressure is shown. The package of panels is formed. Tightening is followed by maintenance of the press under pressure for 3-4 hours. The process of pressing (applying the glue, assembly of packages, tightening, and disassembly of packages) is carried out by 3-4 workers.
|
 |
The press is disassembled, the ready panels are taken, and the panel is tested for loading in such a simple way. The panel should deflect only slightly. Specific tests are made according to specifications.
|
 |
The pressed roofing panels are stacked on the tables, quality of panel locks connections and flatness of panels are checked. Waves and deepening well-seen in reflected light are inadmissible. |
 |
The mini-laboratory represents 8 piece mini-presses, for pressing samples 100 х 100 х 60 mm. The minilaboratory is used for definition of modes of pressing: minimally necessary consumption of glue, time of survivability of glue, time of setting and pressure quantity of pressing.
|



