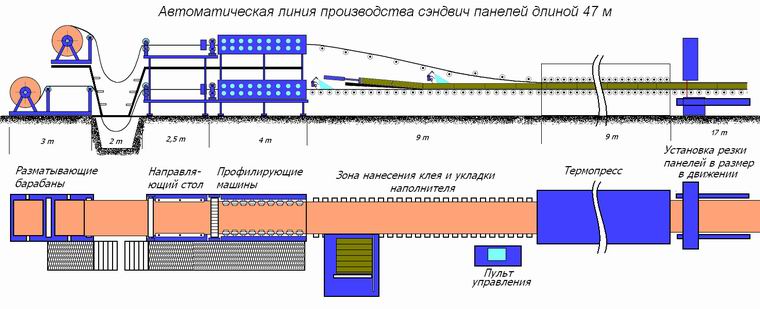
The scheme of the automatic in-line system for sandwich panels production
1. Description.
The automatic in-line system is meant for producing wall and roofing sandwich panels with polyfoam or mineral wool filling.
Structure of the automatic in-line system:
unit of heat insulation preparation, - 1 pcs.;
de-coiling barrel for uncoiling steel rolls having weight up to 7 tonnes, with its own drive and central control panel manipulation, - 2 pcs.;
introduction device with the unit for knurling protective film on the steel, with directing tables and blocks for roll cutting-to-length, - 2pcs.;
profiling machine (upper and lower) with main profiling shafts and side rolls, - 2pcs;
device for applying glue (on the lower covering and the stacked filling material), - 2pcs;
device for filling material feed (blocks of mineral wool or foamed polystyrene sheets), - 1pc.;
roll thermal press providing fast adhesion of panel coverings and filling material under the pressure, - 1pc.;
device for transversal cutting of ready panels during movement, - 1pc.;
wrapping machine for wrapping packets of panels into the wrapping film, - 1pc.;
central control panel of the line made of “Siemens” and “Moeller” components, with a large touch screen LCD display, software included, - 1pc.
2. Performance specification.
peed of the line: min 1.0m per min., max 6m per min.;
Size of the line: length 47m, width 2.5m, height 3m;
Required working area, minimum 9m x 50m;
Temperature conditions of the room: 15 to 25°C;
Compressed air: 6 atm, refined, dehumidified;
Voltage: 380V, 3 branches;
Total power consumption: 50 kw.
3. Main processing steps.
J – cutting the ready sandwich to the necessary length;
K – transporting and stockpiling the panels on the wrapping machine;
L – wrapping the sandwich packet into the wrapping film.
A – de-coiling steel rolls;
B – profiling the main profile;
C – profiling the side locks;
D – gluing the lower covering of the sandwich panel;
E – stacking the filling material with cut notches for locks;
F – gluing the filling material;
G – compressing the filling material sideways and pressing the upper covering from above;
H – introducing the billet sandwich into the thermal press;
I – термическое отверждение клея в термопрессе;
J – cutting the ready sandwich to the necessary length;
J – cutting the ready sandwich to the necessary length;
K – transporting and stockpiling the panels on the wrapping machine;
L – wrapping the sandwich packet into the wrapping film.
4. Production.
Length, mm
Width, mm
Thickness, mm
Wall panels
1500 ÷ 12000 (± 1)
1160 (± 0,5)
60 ÷ 200
Roofing panels
1500 ÷ 12000 (± 1)
1160 (± 0,5)
60 ÷ 200
5.Specification and equipment.
N
Names of units
Brief description
1
t of heat insulation preparation (cutting of lamels)
Multiedger for cutting mineral wool plates into lamels. Cutting width is 60, 80, 100, 120, 140, 160, 180 and 200 mm. Cutting goes almost without dust and waste. It is possible to cut necessary notches for locks and to cut insert into the hump of the roofing panel.
2
Unit of de-coiling
2 de-coiling barrels for upper and lower coverings of panel. Both barrels have electrical drive and are controlled by central control panel. Barrels are meant for uncoiling steel rolls having weight up to 7 tonnes.
3
Profiling machines
2 profiling machines, upper and lower. The upper profiling machine can be rearranged for various types of wall or roofing coverings. Each of profiling machines has 4 pairs of main profiling shafts for the types of profiling as follows:
- “Linear-80”,
- “Microprofiling”,
- “Strip-line”,
- at customer’s opinion.
Each profiling machine has 9 stands for profiling the side locks of wall or roofing panels, with sets of wall and roofing rollers. Time for readjustment of the profiling machine from one type of panels to another is not more than 40 min. Unit for knurling of protective film on the steel is installed in front of each profiling machine.
4
Device for feed of filling material (blocks of mineral wool or foamed polystyrene sheets)
Feed of mineral wool lamels is mechanical, the pneumatic drive is used. Feed is carried out so that blocks of mineral wool are stocked with offset, like the brickwork.
5
Device for gluing
2 devices for gluing (upper and lower) are meant for using one-component polyurethane glue for thermal cure, moisture being used as a catalyst. Glue is applied under the pressure out of nozzles at the watering ridge. Each ridge has 120 nozzles. The quantity of glue applied can be regulated between 100 and 400g per m2. The same unit contains 5 water sprays through which specified quantity of water for cure is sprayed.
6
Thermal press
Thermal press works due to rolling of billet sandwich between the upper and lower shafts and side rollers. Automatic tuning of thickness of pressed panels from 60mm to 200mm is possible. Rolling rate from 0 to 6m per min. is set at the central control panel. Its speed is synchronized with the speed of the line. Operating temperature is 60 to 70°C. Maximum time of glue cure is 5 min. The length of the thermal press is 12m.
7
Device for cutting panels
Device for cutting panels at necessary size has a bandsaw. It lets cut panels while billet panels are moving, so at the beginning grips hold billet panels, bandsaw starts cutting and the whole device together with the billet panel moves forward. Accuracy of cutting is 1mm. After the cutting is done, the device quickly returns to the starting position. Time of cutting a billet with 200mm maximum
thickness is about 50 sec. It is possible to cut panel billets with 1500 minimum length
8
Receiving tables
Roll-tables which are used as the receiving tables, are made of special aluminum profiles by “ARIMETAL” (Italy). One part of roll-tables is passive and another has drives.
9
Central control panel
The whole line is controlled by the central control panel. This control panel is assembled with the use of components made by well-known producers “Siemens” and “Moeller”. The control panel has a large colour LCD display with the touch screen. Iy is manipulated by choosing icons and units on the screen. All the lettering and commands are in Russian. Manipulation is utterly intuitive. The software is developed by our enterprise and belongs to “Budimpeks F”. Cables, sensors, indicators and other elements are also included.
10
Wrapping machine
The wrapping machine uses regular wrapping film. The machine consists of the feeding roll-table, the wrapping unit and the receiving roll-table. All the roll-tables and the wrapping unit have electric drives. The machine is meant for 12m maximum length of panels and 1200mm maximum height of a packet
5.Assembling, adjusting and launching the equipment
The producer sends the group of 4 technicians to assemble the equipment. The process of assembling, adjusting and launching takes 3 weeks. In the course of assembling the personnel is trained in theory and practice.
6.Payment terms:
1.20 per cent is the prepayment before starting the production;
2.20 per cent is the successive payment in 1.5 months after the production has begun;
3.20 per cent is the successive payment in 3 months after the production has begun;
4. 35 per cent is the payment before sending the equipment, after the customer has received the set of equipment from the producer;
5.5 per cent is the final payment after installing, assembling, adjusting, launching and producing a pilot lot of panels, in this case the report of delivery and taking-over of the production line should be signed.
7. Guarantee:
The producing enterprise gives 12 months guarantee for the supplied equipment.
8.Documents
Together with the equipment the set of technical and operational documents in Russian is supplied in written and electronic form.