|
www.budimpex.ru - наш новый сайт.
Оборудования для производства фасадных кассет типа „Liberta” Введение
Предлагаем простое надежное универсальное оборудование для производства качественных фасадных кассет типа „Liberta” -
кассет К-100 и К-200, которые могут быть использованы при строительстве объектов общего пользования для наружной отделки стен и устройства подвесных потолков (К-100 в различных модификациях). Кассеты изготавливаются из стальных оцинкованных и окрашенных листов. В стандартном решении применяется сталь толщиной 1-1,2 мм, покрытая полиэфирным лаком.
Для производства кассет используется недорогие комплекты оборудования, состоящие из ручного разматывающего барабана, гильотины, специальных штампов, гибочного станка и мерного стола.



Вы можете посмотреть фотографии зданий с фасадами из каccет "Liberta" Оборудование для изготовления кассет К-100
Срок производства комплекта оборудования - 4 недели. Параметры производства кассет К-100
Вы можете посмотреть технологический маршрут изготовления кассет К-100 Вы можете посмотреть диафильм с описанием технологии изготовления кассет К-100 Характеристики кассет К-100
Оборудование для изготовления кассет К-200 (гибльотины, гибочные станки и раскройный стол те же, что и для изготовления кассет К-100)
Параметры производства кассет К-200
Вы можете посмотреть технологический маршрут изготовления кассет К-200 Характеристики кассет К-200
Дополнительная информация по оборудованию
В составе комплекта оборудования предоставляется: - комплект инструментов необходимых для обслуживания оборудования, - инструкции на установку, наладку и запуск оборудования, - технология производтва кассет, - инструкции на обслуживание оборудования, - учебный видеофильм на компакт диске (или на кассете). - чертежи столов для самостоятельного изготовления, в случае, если вы закажите только штампы без столов. Вся документация на русском языке. Докуметация предоставляется на бумажном носителе - 1 экз. и на компакт диске (для распечатки) - 1 экз. Внимание! Для увеличения производительности оборудования мы можем спроектировать и изготовить вырубной штамп с механическим приводом, на котором без применения физического усилия можно будет вырубать угол заготовки за одну операцию. При работе с рулонной сталью следует дооснастить комплект ручным разматывающим барабаном Можно изготовить нестандартные гибочные станки по Вашему заказу. На станке SF-20 гибку заготовок длиннее 1500мм приходится производить двум чел., поэтому при работе с такими заготовками рекомендуем использовать станки с электроприводом. Можно изготовить нестандартные гибочные станки по Вашему заказу. Гибочные станки SF-10 расчитаны на гибку материала до тольщины 1,5мм. Однако, ширина полки имеет значение. Чем уже полка, тем труднее ее согнуть. Гибка полок шириной 15 мм и более на материале толщиной до 1,5мм не вызывает никаких проблем. Гибка полок шириной 8 - 9мм уже не может быть при материале толще 1,2 мм. При гибке полки шириной 4-5мм уже невозможно гнуть (на полной ширине станка) материал толще 1 мм. При этом, если речь идет о станке шириной 1,5м это еще возможно, хотя и трудно. А на станке шириной 2 м такую полку ( 4-5мм ) невозможно согнуть без деформации (т.е. по краям она согнута, а в середине не догнута). На кассетах типа К-200 есть одна такая полка. Причем, возможность гибки зависит от длины полки.
Можно изготовить нестандартные гибочные станки по Вашему заказу. Примечание.Гибочный станок перенастраивается только на гибку определенного размера кассет, т.е. перенастраивается 1 раз на гибку всей партии кассет определенного размера. А для каждого типа гибки необходимо лишь настроить базирующее приспособление, что занимает около 1 - 3 минут. Если производится гибка партии кассет из 20 шт. одного размера, то на переустановку базирующего приспособления потребуется время: 10 гибок х 1,5 мин = 15 мин, а чистое время операции гибки всех кассет (20шт.) займет: 20шт. х 10 гибок х 0,5 мин = 100 мин.Тогда полное время гибки 20 шт. кассет вместе с переустановкой баз займет: 100мин + 15 мин = 115мин (2 часа) Видно, что доля времени переустановки баз не очень существенна. Отличие автоматического гибочного станка от ручного варианта заключается в том, что процесс гибки происходит автоматически, оператору достаточно с пульта ввести - тип кассеты и тип гибки, и затем только вкладывать под ножи заготовки и нажимать кнопку "пуск". Программа, в зависимости от установленного вида гибки, сама устанавливает необходимый угол гибки с точностью до 0,5° угловых. В процессе гибок программное устройство ведет учет произведенных гибок (по видам) и учет количества произведенных кассет отдельно по каждому типу кассеты (К-100 и К-200). В любой момент можно проверить сколько кассет какого типа уже произведено. Для обнуления счетчика кассет необходимо знать пароль. Достоинство предлагаемого комплекта штампов - универсальность. Если вы захотите изменить размеры, или даже тип замка, то это можно будет сделать немедленно, лишь изменив настройку штампов!
Гильотины, которые мы обычно поставляем (цены без столов):
Дополнительная информация по технологии производства Мы рекомендуем нашим клиентам изготавливать кассеты из плоской листовой стали т.к. листы имеют очень хорошую плоскостность, а размеры листов позволяют производить более экономный скрой, чем при использовании стали из рулонов. Всегда можно выбрать более подходящие размеры для раскроя, например: 3000 х 1500мм, или 2500 х 1000мм. При изготовлении кассет из толстой рулонной стали возможна остаточная кризизна на готовых кассетах. Поэтому в этом случае рекомендуем предварительно произвести правку разматываемой рулонной стали на правильном устройстве. Комплект оборудования для производства кассет К-200 из рулонной стали. Характеристики изготавливаемых кассет К-100 и К-200
Состав оборудования и оснастки: При работе с листовой сталью не нужны разматывающий барабан и правильное устройство. Гибочный станок F-15 автоматич. с максимальной шириной гибки - 1500 мм Усиленный, расчитанный на гибку стальных листов до 1,2 мм. Управление станком с пульта по программе. Зажим стальных листов механический, управление с пульта, зажим с блокировкой. Привод гибки кромок механический, управление с пульта. Задача угла гибки цифорвая с пульта. Точность задачи угла гибки - 0,5 (углового). Установка для раскроя листов металла состоит из: -разматывающего барабрана автоматического с электроприводом, -равильного устройства с эл. приводом, -гильотины ручной усиленной, -стола раскроя, -пульта управления с цифровым блоком задания длины резки. В рамках контракта предоставляется планировка, технология производства кассет, инструкции по эксплуатации оборудования. Вся документация предоставляется на русском языке, в бумажном и в электронном виде на диске. Оборудование для производства монтажного профиля фасадных кассет Для монтажа кассет можно использовать "омега-профиль". Его можно изготавливать на обычном гибочном станке,например, на станке американской фирмы "TAPKO". Длина профиля при этом будет не более 3 м.
[нажмите на фотографию, чтобы ее увеличить]
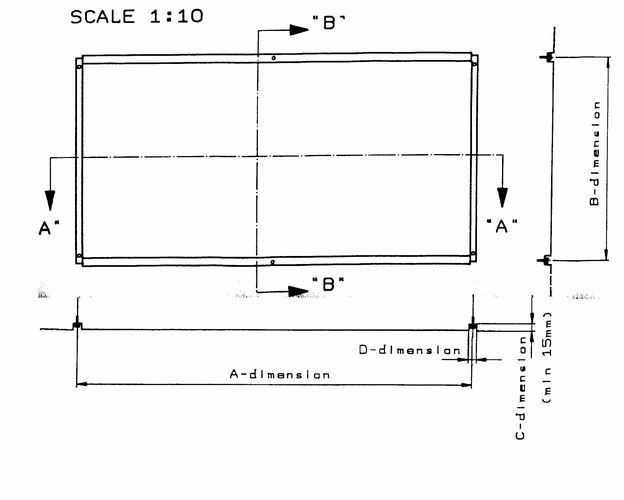
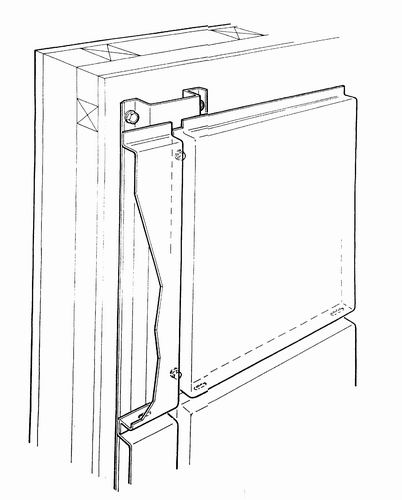
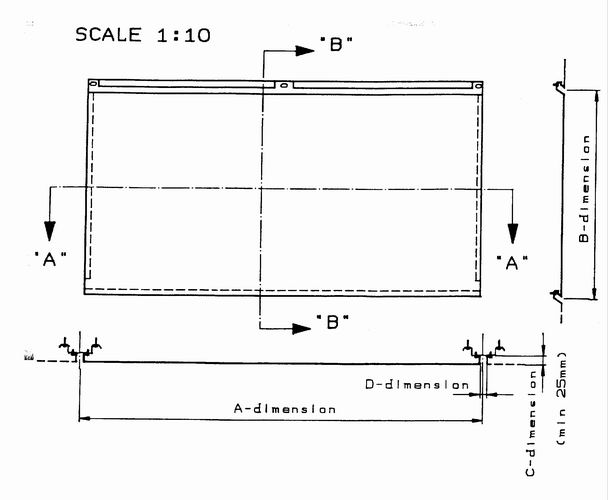
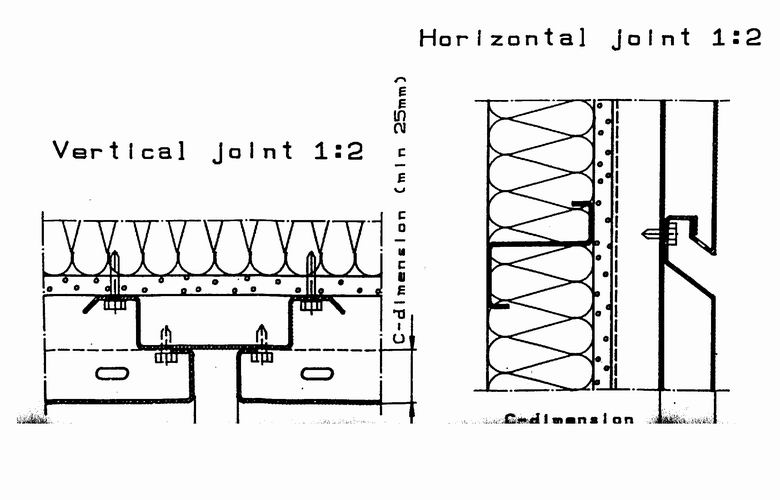
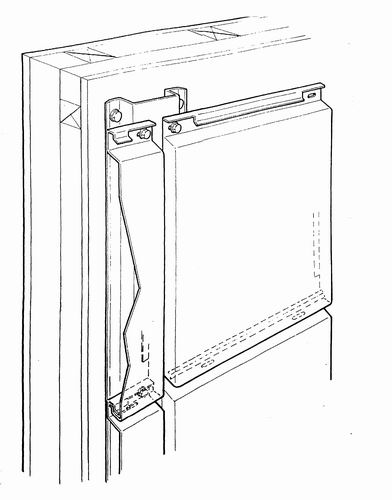
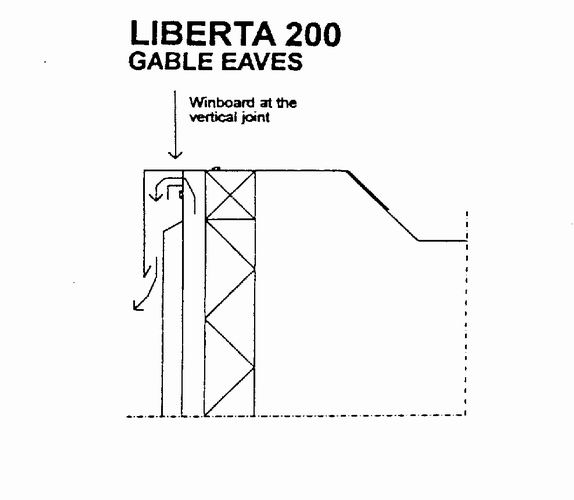
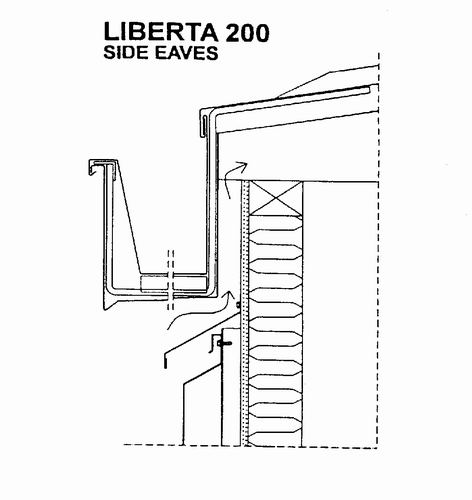
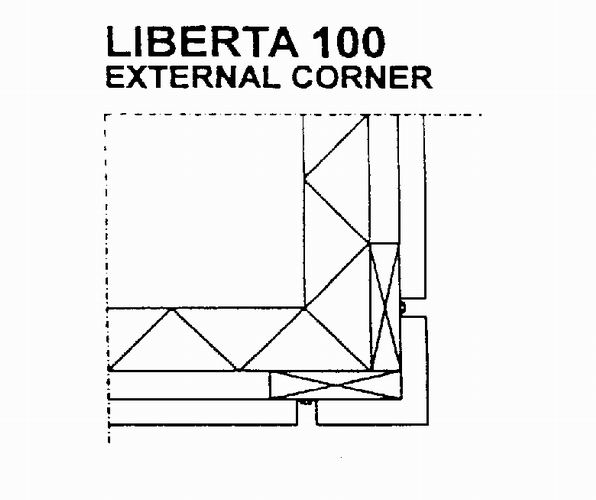
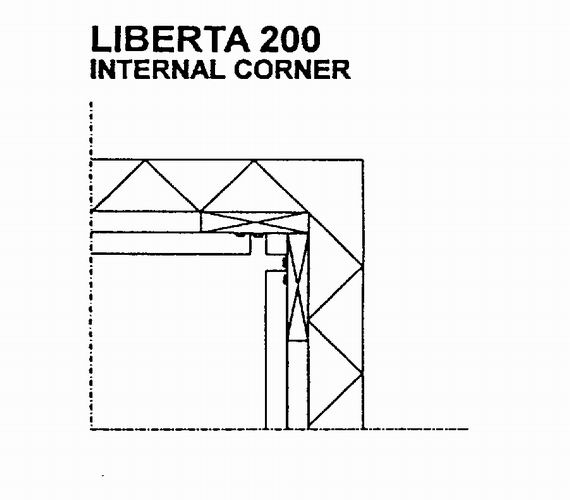
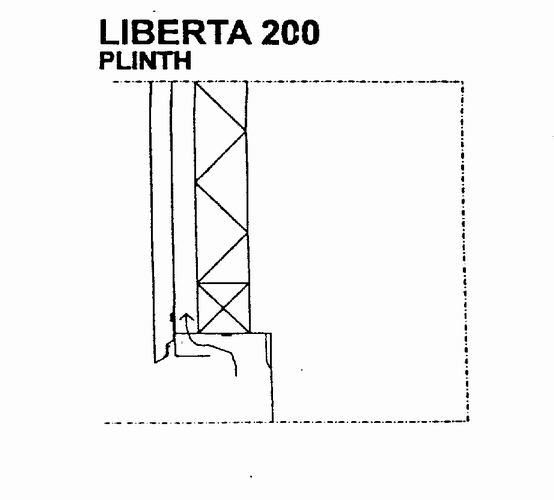
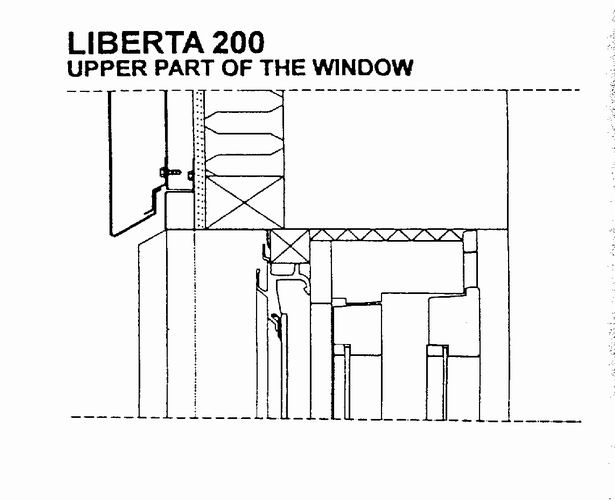
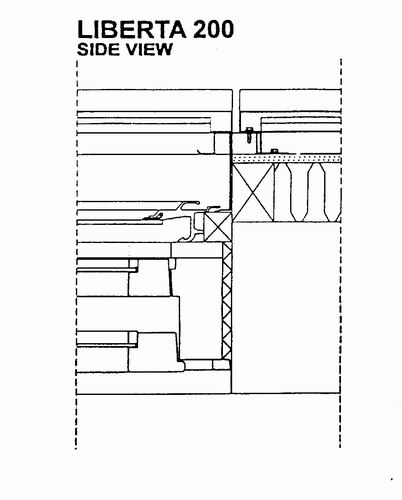
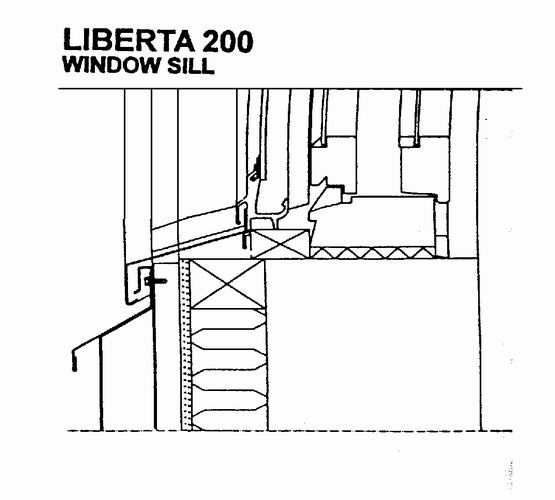
Особенности монтажа кассет "Liberta” [нажмите на чертеж, чтобы его увеличить]
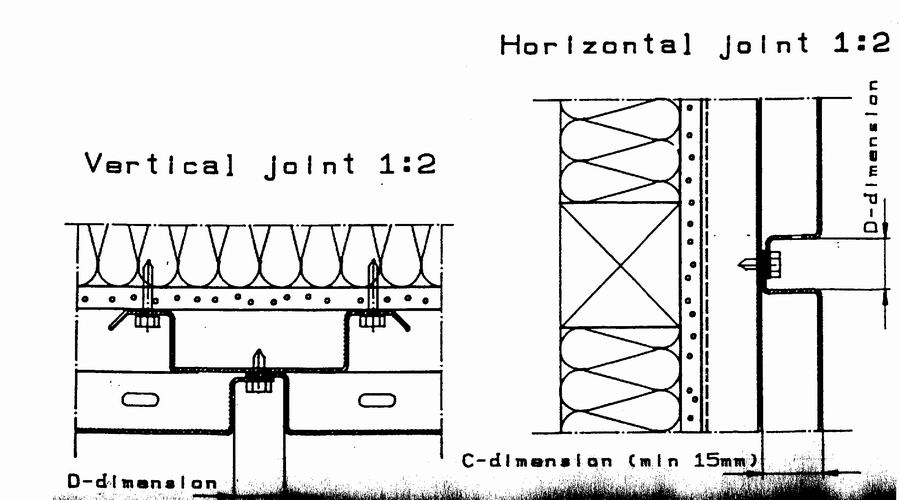
Порядок утепление фасада здания с применением кассет "Liberta” 1. - Крепление Зет-профилей к стене здания. Крепление профилей производится в горизонтальном положении. Толщина материала (сталь) профиля - 1,0 – 1,2 мм. * 2. - Укладка минватного утеплителя в промежутки между Зет-профилями. Следует уложить плиту в нижний карман образованный Зет-профилем, далее вложить в промежуток между верхним и нижним профилями, обеспечив плотное прилегание к верхнему профилю. ** 3. - Установка изолирующих пластин. Нижний край пластины следует ввести между наполнителем и полкой нижнего Зет-профиля, далее, прижимая пластину в направлении “к стене” опустить ее, чтобы верхний загиб пластины вошел в зацепление с полкой верхнего “Зет”-профиля. 4. - Крепление вертикальных “Омега”-профилей - несущих для кассет “Либерта”. Крепление производить с помощью саморезов к полкам Зет-профилей. Расстояние по горизонтали между “омега”-профилями выбирается исходя из размера ширины кассет, которые затем будут крепиться к “омега”-профилям. *** 5. - Крепление кассет “Либерта” к “Омега”-профилям. Крепление производить с помощью саморезов к полкам “Зет”-профилей. Точные зазоры между кассетами устанавливаются при помощи калибров, в процессе крепления кассет. Эти расстояния одинаковы как по горизонтали, так и по вертикали и равны около 20 мм. **** 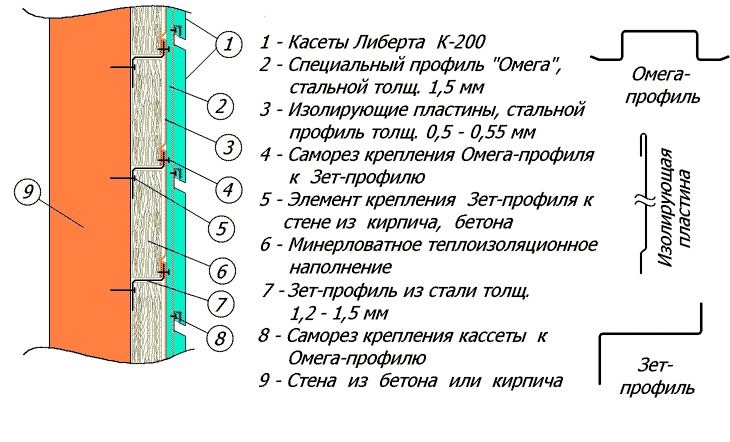
Примечания: *- Расстояние между очередными профилями по горизонтали отпределяется шириной минватных плит (300 – 600 мм). Это расстояние утанавливается в процессе монтажа с помощью специальных дистансов. Крепление производится подходящими крепежными элементами, обеспечивающими необходимую прочность крепления. Рекомендуемое расстояние креплений по горизонтали - 500 – 1000 мм. Это расстояние зависит от рассстояний крепления Зет-профилей по вертикали. ** - Допускается производить закладку утепления более дешевой, мягкой минватой в полиэтиленовых упаковках. Обязательно, чтобы закладка была плотной, без просветов. Для этого закрепление минваты в карманах производить изолирующими пластинами профилированными по вертикали, это придаст пластинам дополнительную жесткость. *** - Способ крепления показан на рисунке. 
**** - Способ крепления показан на рисунке. 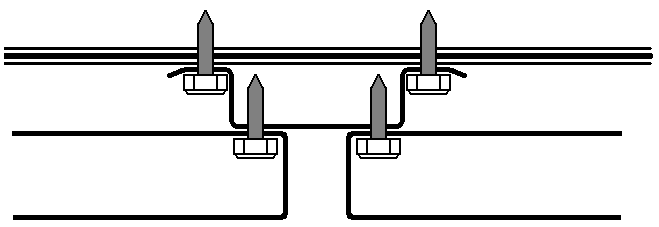
Предложение на поставку фасадных кассет типа „Liberta”
Фирма "Будимпекс Ф" готова изготовить по Вашему заказу и поставить кассеты К-100 и К-200.
Предлагаем Вам познакомиться с нашими ценами.
|








{kind=link}
{kind=link}