Введение ОСП (OSB)-панели-сэндвич (сокращенно - "Панели") применяются для строительства быстровозводимого и доступного жилья в городах и сельской местности. С использованием панелей строятся быстровозводимые и быстро окупаемые объекты: коттеджи, кемпинги, турбазы, кафе, склады, торговые павильоны, промышленные и сельскохозяйственные здания, дома для переселенцев, вахтовые домики, казармы, объекты для учебных и военных целей.
Cтроительство из ОСП-панелей-сэндвич, это высокодоходный и стремительно развивающийся новый бизнес в России.
Установка пола из панелей-сэндвич (Компания Экопан)
Установлены стены, перекрытия(Компания Экопан)
Готовое здание (Компания Экопан)
Описание панелей Панели изготавливаются в соответствии требованиями ТУ 5366-142-39124899-2002.
Размеры панелeй: 2800х1250х164(224)мм. 2440х1220х164(224)мм (в зависимочсти от размеров листов ОСП(OSB).
Материалы для изготовления панелей-сэндвич Обкладки 1.Ориентированно-стружечные плиты марки «EUROSTRAND OSB» толщиной 10-12 мм по ТС-07-0639-02,
2.Ориентированно-стружечные плиты «KRONOPOL OSB» толщиной 10-12 мм по ГОСТ 10632-89,
Поставщик - ООО «МАТО-Маркет», г. Москва официальный представитель завода Kronostar (г. Шарья Костромская область), поставляет плиты OSB-3 завода «Kronopol» (Южная Польша). Руководитель проекта "OSB" Ефимов Марк Семенович, тел. +7 495 745-05-92 e-mail: osb@mato.ru 3. Стекломагнезитовые листы толщиной 10-12 мм (для ненесущих пререгородок),
4. Гипсокартонные листы (ГКЛ) толщиной 8-18 мм по ГОСТ 6266 (для ненесущих пререгородок),
5. Гипсоволокнистые листы (ГВЛ) толщиной 8-18 мм по ГОСТ 51829 (для ненесущих пререгородок).
Наполнитель В качестве утеплителя применяются пенополистирольные плиты с добавкой антипирена марки ПСБ-С-25 по ГОСТ 15588.
Клей Склеивание производится однокомпонентным полиуретановым клеем «MOR-AD Е656» по соответствующей нормативно-технической документации. Допускается применение других клеев (АТК-3), не уступающих вышеуказанному по механическим, физико-техническим, и технологическим свойствам и показателям. Давление склеивания 0,2-0,3 Атм.
Требуемые характеристики панелей-сэндвич Прочность сцепления листов обшивки с пенополистирольным утеплителем должна быть не менее:
При равномерном отрыве – не менее 1,8 кгс/см 2 (176,4 Па)
При сдвиге – не менее 1,5 кгс/см2 (147 Па)
Температура эксплуатации панели от -50 до +75.
Относительная влажность воздуха внутри помещения до 75%.
В панелях допускаются отклонения от геометрических размеров:
-смещение кромок листов_______________2,0 мм
-неперпендикулярность сторон___________2,0 мм
-непрямолинейность продольных кромок___2,0 мм
-неплоскостность______________________4,0 мм
Для производства панелей-сэндвич с обкладками из ОСП (OSB) предлагаем следующее оборудование:
1. Пресс винтовой PSP-1250.3/03 Состав пресса:
1. Нижнее цельносварное основание пресса с поперечными
балками, продольными ребрами жесткости и прижимной плитой - 1 шт.
2. Верхняя цельносварная (составная) прижимная плита с поперечными
балками и продольными ребрами жесткости - 1 шт.
3. Стяжные винты с трапецивидной резьбой с зацепами – 12 шт.
4. Динамометрические зажимы (с делениями для установки
требуемого давления) - 1 шт.
5. Вороты для затягивания стяжных винтов – 2 шт.
6. Запасные пружины – 2 шт.
Технические данные:
1. Ширина - 1300 мм
2. Длина - 3000 мм
3. Толшина плит - от 10 мм
4. Максимальное давление - до 2 тонн/м.кв.
5. Максимальные размеры прессуемых плит - 1250мм х 3000мм
6. Максимальная толщина пакета - 1200 мм
7. Погрешность зеркала - 0,5мм/1000 мм,
8. Максимальные размеры прессуемых плит - 3000 х 1250 мм.
Для нормальной работы нужно иметь минимум 4 пресса.
Дополнительно предоставляются инструкции по применению оборудования.
Примечание. Пресс PSP-1250.3/03 отличается от пресса PSP-1500/03 (см. раздел ПВХ-панели) размерами плит и количеством винтов.
2. Пресс гидравлический (вайма) ПГ/1500-07 Состав пресса:
1. Основание на колесах - 1 шт.
2. Стол подвижный - 1 шт.
3. Покровные плиты - 3 шт.
4. Стойка боковая – 12 шт.
5. Стойка базируюшая – 3 шт.
6. Перекладина - 6 шт.
7. Пальцы - 24 шт.
8. Домкрат - 1 шт.
9. Педаль - 1 шт.
10.Ручка вентиля - 1 шт.
11. Ручка-водило - 1 шт.
Технические данные:
1. Ширина - 1600 мм
2. Длина - 3100 мм
3. Толшина плит - от 8 мм
4. Максимальное давление - до 2 тонн/м.кв.
5. Максимальные размеры прессуемых плит - 1500мм х 3000мм (по требованию Заказчика)
6. Максимальная толщина пакета - 1200 мм
7. Погрешность зеркала плит - 0,5мм/1000 мм,
Для нормальной работы нужно несколько прессов.
Цена 1 пресса - договорная. Пресс перевозится в автомобиле ГАЗЕЛЬ с тентом.
Достоинство преса в том, что не нужно закручивать винты, после сборки пакета давление создается качанием педали связанной с домкратом.
Рис. 1 - эскиз ваймы.
Рис. 2 - фото ваймы.
3. Пресс гидравлический кассетный ПГВ/1800-07 Состав пресса:
1. Основание - 1 шт.
2. Плита нижняя съемная - 1 шт.
3. Плита верхняя съемная - 1 шт.
4. Стойка боковая – 2 шт.
5. Стойка центральная – 1 шт.
6. Перекладина - 1 шт.
7. Рычаг - 1 шт.
8. Захват - 10 шт.
9. Гидроцилиндр - 1 шт.
Технические данные:
1. Ширина - 1800 мм
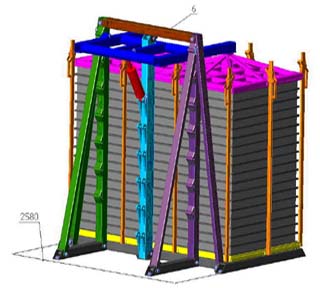
2. Длина - 2580 мм
3. Толшина плит - от 10 мм
4. Максимальное давление - до 2 тонн/м.кв.
5. Максимальные размеры прессуемых плит - 1250мм х 2580мм (до 1600х3000мм, согласуется с заказчиком)
6. Максимальная толщина пакета - 1800 мм
7. Погрешность зеркала плит - 0,5мм/1000 мм,
Для нормальной работы нужен 1 пресс и 8 кассет, каждая в составе: плита нижняя съемная - 1 шт.,
плита верхняя съемная - 1 шт., захваты - 10 шт. Для перевозки кассет можно использовать погрузчик.
Цена 1 пресса - договорная. (в комплекте с 1 кассетой)
Цена 1 кассеты - договорная. Производительность - около 300 кв. м. панелей в смету. Пресс разбирается и перевозится в автомобиле ГАЗЕЛЬ с тентом.
Достоинство преса в том, что он заменяет 8 шт. винтовых прессов ( цена 8 шт винтовых прессов
около 1,2 млн. руб.)
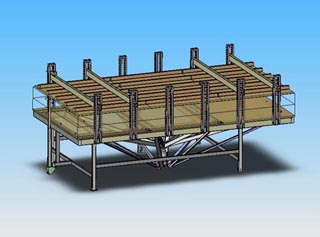
Рис. 1 - общий вид пресса с максимальной загрузкой, захваты установлены.
Рис. 2 - вид пресса со средней загрузкой, захваты установлены.
Рис. 3 - фото пресса, вид спереди, верхняя плита максимально поднята.
Рис. 4 - фото пресса, вид сбоку.
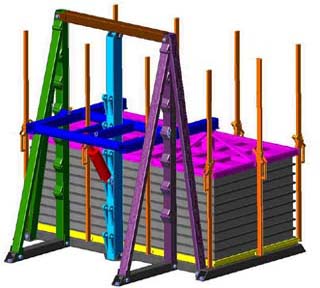
Рис. 5 - фото пресса c с панелями, вид спереди.
Рис. 6 - фото пресса с панелями, вид сбоку.
Рис. 8 - фото лебедки и гидросистемы.
Рис. 9 - фото зажимов.
4. Установка для нанесения клея SNK-4.0/03 с рольгангом
Технические данные:
1. Длина установки - 4000мм(длина рольганга 3000мм),
2.Максимальная ширина полосы клея наносимого за проход - 1250 мм,
3.Объем емкости для клея - 50 л,
4.Мощность двигателя каретки - 0,55 кВт,
5.Мошность двигателя водяной помпы - 0,8 кВт,
6.Максимальное давление в системе воды - 6 атм,
7.Максимальное давление в системе клея - 6 атм,
8.Максимальная скорость пробега каретки - 8 м/мин.
9.Количество наносимого клея - 100-350 гр/м.кв.
Установка для нанесения клея SNK-4.1250w.04 служит для нанесения равномерного слоя однокомпаненьного полиуретанового клея на внутреннюю сторону обкладки и наполнитель. Установка автоматического действия кареточного типа с электроприводом. Количество наносимого клея регулируется в зависимости от типа наполнителя.
Максимальная ширина полосы наносимого клея – 1250 мм.
Установка имеет собственный пульт управления, который позволяет устанавливать длину пробега, скорость движения каретки, количество наносимого клея. Клеенаносящие гребни имеют подъемный механизм, управление производмтся с пульта управления.
В состав установки входит рольганг RT-1.2-10/2 модульного типа. Длина единичного модуля – 1 м. Конструкция сборно-разборная, компактно упаковываемая для транспортировки. Рольганг данной установки состоит из 4-х модулей. Модули изготавливаются из высококачественных алюминиевых профилей итальянской фирмы “ARIMETAL”. Нагрузочная способность роликового конвейера до 100 кг/м.кв.
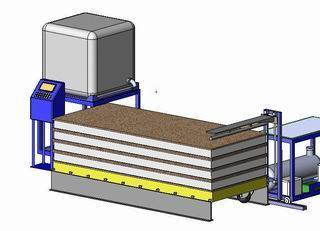
Рис. 1 - общий вид установки для нанесения клея с рольгангом.
Техническое описание установки SNK-4.1250w.04 Установка для автоматического нанесения клея представляет собой рольганг, модульного типа, на котором подвижно установлена каретка с баком и системой для нанесения клея. Длина единичного модуля рольганга - 1,0 м, что позволяет монтировать установку необходимой длины с дискретом 1,0 м. Установка собрана с использованием специальных алюминиевых профилей системы ”ARI metal” Aluminium Profile Sysytem.
Максимальная ширина полосы наносимого клея – 1250 мм. Ширину полосы можно регулировать путем перекрытия подачи клей, который не распыляется под большим давлением, а вытекает струей из форсунки. Диаметр отверстий форсунки - 1,2 мм. Количество форсунок - 198 шт., суммарное сечение отверстий - 214 мм2, или
- 2,1 см2. Средняя скорость пробега каретки - 10 см/сек. Средний ресход клея -
250 гр/м2. При этом линейная скорость вытекания клея - 3 см/сек.
Предусмотрена регулировка скорости каретки и скорости подачи клея, так что
расход клея можно регулировать в широких пределах ( от 50 гр/м2 до 500 гр/м2) .
Установка имеет собственный пульт управления, который позволяет устанавливать длину пробега, скорость движения каретки, количество наносимого клея, устанавливать высоту клеенаносящих греьней над рольгангом.
Установка оснащение устройством для опрыскивания нанесенного слоя клея мелким водяным туманом в процессе обратного хода каретки. Для этого в состав установки включены: емкость для воды, водяной насос, система распыления и дополнительный блок управления в общем пульте управления. Возможно изготовление установки без элементов для опрыскивания, стоимость установки несколько уменьшится.
Модификация установки для нанесения клея
В настоящее время для установки нанесения клея разработана
новая улучшенная конструкция поливочных гребней. Теперь каждое сопло
имеет свою запорную иглу, которая обеспечивает перекрывание сопла в нерабочем
состоянии. Система запирания сопел работает от превмопривода,
для чего в комплект поставки входит компрессор. Управление
от автоматики.
Поливочные гребни с системой перекрывания сопел имеют
большие преимущества в удобстве пользования по сравнению с
обычными поливочными гребнями:
-сопла всегда чистые и всегда сразу готовы к
работе (главное преимущество),
-не требуется еженедельной тщательной промывки гребней,
-намного упрощается обслуживание, нет необходимости
ежедневной прочистки некоторых сопел от слишком
загустевшего клея.
Недостаток - более высокая стоимость.Модифицированный гребень - сложное устройство,
изготавливаемое с высокой точностью. Клапаны-иглы
требует точного выполнения и полировки. Часть клапана, находящаяся в полости с
клеем, абсолютно изолируется от внешней атмосферы с помощью
специальных уплотнений погруженных в изолирующий слой
масла. Устройство обеспечивает повышенную надежность работы установки,
а также ее более простое обслуживание.
5.Полуавтоматическая технология производства ОСП (OSB)-панелей-сэндвич.
Рис. 1 - установка для нанесения клея.
Рис. 2 - гидравлический пресс.
Состав оборудования. 1) Установка для нанесения клея SNK-3.1000.125/08
Технические данные:
- длина - 4000 мм
- максимальная ширина полосы клея - 1250 мм
наносимого за проход.
- шаг установки сопел - 10 мм
- объем емкости для клея - 130 л
- мощность двигателя каретки - 0,8 кВт
- мошность двигателя водяной помпы - 0,8 кВт
- давление в системе воды - до 6 атм.
- максимальное давление в системе клея - до 4 атм.
- максимальная скорость пробега каретки - 8 м/мин.
- количество наносимого клея - 100-350 гр/м.кв.
- толщина пакета панелей - до 1000мм
Установка снабжена состемой подачи клея, системой подачи воды, системой промывки клеенаносящего гребня, системой поднятия-опускания клеенаносящего гребня, системой осушения сжатого воздуха, траковой гусеницей для проводки кабелей и шлангов, запасной емкостью для 1 тн клея.
Описание работы:
Установка работает в автоматическом режиме. В рабочую зону установки вводится тележка-платформа (для формирования на ней пакета заготовок панелей). Все четыре колеса тележки – повортные. Для точной фиксации положения тележки сдужат боковые направляющие с роликами и задний упор. Каретка двигается на колесах по напольным направляющим рельсам. Точность движения обеспечивается за счет зацепления зубчатых колес с зубчатой направляющей рейкой. Связь каретки с пультом управления обеспечивается через силовые и сигнальные кабели уложенные в в гибкой пластиковой гусенице.
Возвратно-поступательное движение, изменение скорости движения каретки, поднятие-опускание клеенаносящего гребня, включение и выключение подачи клея и воды осуществляется в автоматическом режиме по программе. Все критические элементы цикла работы машины контролируются фотоэлектрическими, магнитными и механическими датчиками.
Работа установки.
На пульте управления устанавливается значение количества и толщины панелей - от 100 до 250 мм. При первом нажатии кнопки «Пуск» начинается работа по запрограммированному циклу. Каретка начинает движение с установленной скоростью, обнаруживает начало листа ОСП (пенопласта), начинает наносить клей. После обнаружения датчиком конца листа нанесение клея прекращается и каретка начинает двигаться в обратном направлении с повышенной скоростью, при этом происходит распыление воды. По достижении начала диста распыление воды прекращается, клеенаносящий гребень поднимается на заданную высоту и каретка готова к следующему циклу работы.
При следующем нажатии кнопки «Пуск», каретка повторяет работу по установленному циклу только уже на новой высоте - равной толщине еденичной панели.
В промежутках между циклами укладка обкладок из ОСП и наполнителя производится вручную.
После окончания заданного числа циклов (при этом сформирован пакет из заданного числа панелей) каретка возврашается в место парковки и приводится в исходное состояние.
Тележка-платформа выводится из рабочей зоны установки и на ее место вводится следующая пустая тележка.
2) Тележка-платформа для формирования и прессования панелей
Тележка представляет собой жесткую оребренную платформу, служащую нижней плитой при прессовании панелей. Тележка имеет четыре мощных, независимо обращающихся колеса, дающих возможность точно установить тележку в рабочей зоне клеенаносящей установке и в прессе.
В состав комплекта оборудования входит 3 тележки для обеспечения непрерывной работы
3) Гидравлический пресс
Технические данные:
- длина - 3000 мм
- ширина - 1600 мм
-высота рабочего зазора - от 480 мм до 1000 мм
-максимальное усилие - до 10 тонн.
-макисмальное давление прессования - до 1,5 тонны на 1 м.кв.
-максимальные размеры прессуемых плит - 1250мм х 3000мм
-максимальная толщина пакета - 1000 мм
-минимальная толщина пакета - 480 мм
-погрешность зеркала - 0,5мм/1000 мм,
Гидравлический пресс представляет собой жесткую, пространственную, сборно-разборную раму.
Состав:
-основание (крепиться к полу на анкерных болтах) - 1 шт.
-ворота пресса - 2 шт.
-гидроцилиндры - 4 шт.
-верхняя прижимная оребренная плита - 1 шт
-гидростанция - 1 шт.
-пульт управления с таймером - 1 шт
Пресс работает следующим обдразом.
В рабочую зону пресса водится тележка-платформа с пакетом заготовок панелей и базируется в
нужной позиции.
На пульте устанавливается необходитмое давление, время.
После нажатия кнопки "Пуск" тележка поднимается и пакет заготовок панелей сжимается между верхней плитой пресса и платформой тележки. Следует выдержка времени от 10 до 15 минут ( в зависимости от применяемого клея). После выдержки пакета под давлением заданное время (10-15 мин) тележка с пакетом опускается и выводится из пресса.
Производительность данного комплекта оборудования - 112 – 140 панелей в смену
(420 – 520 кв.м. в смену).
Клей для изготовления ОСП-панелей-сэндвич
Для склейвание обкладок из ОСП и утеплителя периодическим способом
в прессах рекомендуем однокомпонентный
полиуретановый клей "АТК-3.